Гибка уголка с использованием подручных инструментов
В процессе изготовления металлических каркасов различной сложности требуется согнуть уголок по радиусу или в определенный угол. Как это сделать — далее.
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.

- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок



Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.

Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.

Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:

Как сделать загнутый уголок в фотошопе
Сегодня будет простой, но полезный урок — научимся делать загнутый уголок в фотошопе (он же эффект перелистывания страницы). Такой эффект часто применяется в обработке фотографий или картинок для какого-либо веб-проекта, например, для группы ВКонтакте.
Для достижения эффекта завернутого уголка, мы используем инструмент Деформация, о котором мы уже подробно говорили в рамках учебника по фотошопу. Напомню, что этот инструмент доступен в любой версии фотошопа от CS2 до CS6.
Шаг 1 Открываем фотографию.
Шаг 2
Далее нужно разблокировать фоновый слой (если на миниатюре слоя имеется маленькая иконка замочка), для этого дважды щелкните по фоновому слою. На панели
Шаг 3 Выбираем инструмент Прямоугольная область.
Шаг 4 Выделяем в углу область, на которой будет применен эффект.
Шаг 5
Затем выбираем инструмент Градиент. На панели Параметров выставляем его черно-белым. Применяем инструмент к нашему прямоугольнику, так чтобы верхний правый угол был черным, а нижний левый светло-серый. Это и будет наш будущий загнутый уголок.
Шаг 7
Пришло время деформации: Редактирование -> Трансформирование -> Деформация. В результате на изображение будет наложена сетка.
Шаг 8
Нижний левый ползунок трансформации нужно будет начать смещать к темной части градиента так, чтобы черного цвета не осталось. Поиграйте ползунками так, чтобы страница загибалась как вам хотелось.
Шаг 9
Осталось добавить тень для больше реалистичности. Перейдите в Стили слоя (дважды щелкнув по слою). В закладке Тень выставите следующие настройки:
Шаг 10. Получился вот такой загнутый уголок:
Во время трансформации меняется вид фотографии, что делать?
Говоря врачебным языком, при деформации возможны побочные эффекты — искажения предметов и лиц на фотографии. Все дело в самом инструменте. Когда мы тянем за уголок, мы, как одеяло, тянем за собой и все изображение.
В этой ситуации идеального 100% качества не добиться, но можно сделать эти искажения менее заметными. Для этого надо постараться, чтобы во время трансформации линии сетки были прямыми. Посмотрите на этот пример:
Если вы заметили, что они не прямые, нужно, естественно, не выходя из режима деформации, нажать мышкой на линию и потянуть ее в нужную сторону. Тут нужно будет смотреть по ситуации, и искать средний баланс между всеми линиями, т.к. от этих действий может «повести» другие линии.
Обратите внимание на нижний левый квадрат с загнутым уголком. В этом квадрате деформация максимальная, поэтому фрагмент изображение уже никак не выпрямить.
Заметили ошибку в тексте — выделите ее и нажмите Ctrl + Enter. Спасибо!
Загибаем угол фотографии в редакторе Photoshop
Как быть, когда хочется показать покупателю на ЯМ в описании товара всё содержимое богато иллюстрированного продукта, к примеру календаря (не все любят кота в мешке), но при этом сохранить интригу и ощущение новизны при рассматривании его вживую? Этот простой и легкий мастер-класс поможет решить подобный вопрос. Заодно для самых начинающих покажу, как разрезать фото в несколько кликов.
1. Открываем Фотошоп и загружаем в него нашу фотографию, которую будем обрабатывать. Я выбрала для работы гравюру известного японского художника Коно Байреи (1844-1895) из сборника Луна над родиной (Inaka no Tsuki, 1889).
Во вкладке Слои наша картинка называется Фон и имеет значок замка, т.е. фоновый слой в данный момент заблокирован.
2. Разблокируем фоновый слой для работы: дважды щелкаем левой клавишей по нему во вкладке Слои и открывается диалоговое окно Новый слой, нажимаем Ok, также для удобства (или ради отработки нового навыка для полных новичков) можем переименовать наш Слой 0, тогда до нажатия кнопки Ok вводим новое имя, в моем случае — Котики 1.
Значок замка исчез, новое имя появилось:
3. Вырезаем необходимые нам фрагменты фотографии. Для этого берем на панели инструментов Прямоугольник и выделяем на фото нужный нам участок, зажав левую кнопку мышки и протянув появившийся крестик из одного угла по диагонали в другой. У меня правый котик в черной рамке теперь выделен пунктирной линией.
Нажимаем правой клавишей мыши внутри выделенной области и в появившемся окне выбираем команду Вырезать на новый слой.
Теперь мы видим, что на слое Котики 1 осталась левая часть изображения, а вырезанная область стала называться Слой 1.
При необходимости (в моем случае она имеется, т.к. надо оставить только изображение кота в рамке) повторяем весь этот этап для левой части картинки, щелкнув предварительно во вкладке Слои на фоновый слой (Котики 1): Прямоугольник => Выделение => Вырезать на новый слой. Получаем новый Слой 2.
Если вы резали исходную фотографию четко по ее внешним границам, а не выделяли, как в примере, только часть, то следующие действия выполнять не нужно, на оставшихся двух слоях (0 и 1) продолжайте работу с пункта 4. Я же предварительно удалю лишние остатки изображения на слое Котики 1. Снимаю видимость верхних двух слоев с котами, нажав на значки с глазами во вкладке Слои.
Перехожу на слой Котики 1, и выбрав на панели инструментов Прямоугольник, выделяю им весь лист.
Затем нажимаю на клавиатуре клавишу Delete и получаю чистый слой. Снимаю выделение щелчком левой кнопки мыши в любом месте.
Возвращаю видимость правому и левому котам, щелкнув на значки Глаз.
Увеличиваю размер правого фрагмента: выбрав на панели инструментов Перемещение,
Тяну за квадратики на углах нужного слоя, одновременно зажав для сохранения пропорций клавишу Shift, затем нажимаю Enter для сохранения измененного размера.
Таким же образом увеличиваю левого кота. То, что рисунки при масштабировании наехали друг на друга, никак не влияет на следующие этапы работы.
Далее подготавливаем наши два фрагмента фотографии к загибу.
4. Выделяем уже знакомым нам инструментом небольшую прямоугольную область поверх правого слоя в левом углу изображения (не забудьте перед этим активировать сам Слой 1).
5. Меняем цвета на панели инструментов, чтобы внизу оказался белый, а сверху черный цвет. Для этого щелкаем по кнопке Цвет переднего и заднего плана по умолчанию.
6. Выбираем инструмент Градиент
и тянем его, зажав левую кнопку мышки, внутри нашего выделенного прямоугольника от правого нижнего угла до левого верхнего. Получаем градиентно заполненную область на Слое 1, которую и будем загибать:
7. Нажимаем комбинацию клавиш Ctr+D, чтобы снять выделение, или выбираем команды в верхней строке Меню Выделение => Отменить выделение.
8. Далее приступаем наконец к основной задаче МК! Выбираем в Меню команды Редактирование => Трансформирование => Деформация.
Или же просто нажимаем Ctrl+T, а затем щелкаем правой кнопкой мыши и выбираем в появившемся окне Деформацию (этот способ на мой взгляд быстрее).
В результате на слой оказывается наложена сетка трансформирования с управляющими элементами в виде угловых маркеров и направляющих линий с черными точками на концах.
9. Зажав левую клавишу мышки, тянем верхний левый угловой маркер вправо вниз, чтобы загнутым углом перекрыть черный цвет градиентного прямоугольника.
Сдвигая направляющие линии левого угла ближе или дальше к угловому маркеру, получаем разный эффект загнутости края. Я левую линию переставила чуть выше, а правую — ниже.
Нажимаем Enter, чтобы сохранить полученный эффект загиба.
10. Придадим большей реалистичности нашему изображению, добавив тень. Дважды щелкнув левой кнопкой мыши на Слое 1 (в панели Слои), попадаем во вкладку Стиль слоя, в которой выбираем параметр Тень.
Настраиваем следующие параметры:
- угол источника света — минус 45 градусов;
- смещение для тени — 9 пикселей;
- размах — 7 %;
- размер — 7 пикселей.
Рекомендую поэкспериментировать со своими показателями, у меня получилась такая тень:
11. Сохраним получившийся стиль слоя, чтобы при редактировании второго фрагмента больше не настраивать тень вручную, а вклеить уже готовые настройки. Для этого правой кнопкой мыши кликнем по вкладке Слой 1 и выберем команду Скопировать стиль слоя.
12. Повторяем пункты с 4 по 9 для левого изображения, у меня это Слой 2, активируем его щелчком левой кнопки мыши на панели Слои.
В 5 шаге внесу изменения в цвет переднего и заднего плана, чтобы показать, как может выглядеть уголок загнутой состаренной бумаги. Для этого выбираю нижний фоновый цвет (белый) и вне появившегося окна Палитра цветов (Фоновый цвет) пипеткой, заменившей курсор мышки, подберу нужный мне кремовый оттенок на картинке.
Таким же образом поступлю с черным цветом, заменив его на темно-серый оттенок с гравюры.
После таких манипуляций градиент левого изображения из пункта 6 будет выглядеть по-другому:
Итоговое загибание второй картинки так же будет отличаться от отворота первой, такой вариант мне тоже нравится:
13. Вставляем скопированный ранее стиль слоя на левое изображение. Правой кнопкой мыши на вашем слое вызываем окно, в котором выбираем команду Вклеить стиль слоя.
Теперь и слева появляется точно такая же тень, как и справа:
Если закончить на этом этапе и сохранить в формате jpeg полученный результат, то итоговое изображение будет выглядеть так:
Вижу, что тень темновата, и уменьшаю ее прозрачность до 53%:
Конечно для большей законченности можно еще поработать над задним планом, создав Новый слой и перетянув его вниз (у меня такой уже есть — Котики 1), а потом применив градиент уже к самому этому слою. Я еще поменяла местами изображения и сдвинула их поближе друг к дружке, получив в итоге вот такую картину:
Думаю, что теперь ответ на вопрос «Как же показать покупателю ВСЁ и при этом оставить место сюрпризу», очевиден — надо всего лишь собрать все иллюстрации вместе, художественно деформировав их и частично скрыв каждое друг за другом.
Полагаю, что на этом можно смело остановиться и завершить мастер-класс, ведь его задачу — научиться загибать угол фотографии в Фотошопе — мы, кажется, уже перевыполнили 🙂 Не смотря на большое количество текста и примеров, алгоритм работы очень простой, ради интереса засекла время и проделала все то же самое, что писала несколько часов, с этой же гравюрой, лишь немного изменив детали… ушло целых 6 минут:
Буду рада ответить, если возникнут какие-либо вопросы по представленному уроку. Надеюсь, что подготовленная информация окажется полезной.
С уважением, Екатерина
Металлический уголок – как согнуть, усилить выпрямить, просверлить и крепить?

Металлический уголок – востребованное в строительстве приспособления. Однако оно нашло применение на только в этой сфере. Уголки из металла используются в народном хозяйстве, в промышленности и дизайнерской работе. Существует несколько видов изделий, каждый из которых применяется в определенных ситуациях.
Что такое металлический уголок?
По форме конструкция выполнена в виде буквы «Г». Уголки железные небольшие по размеру, но выполняют их из прочных видов проката, поэтому они могут без опасений использоваться в строительстве. Конструкции, в основе которых есть металлические уголки, будут прочными и надежными. В составе сплавов, из которых делают строительные материалы, присутствует:
- углеродистая сталь;
- разновидности металла, устойчивые к ржавчине и коррозийным процессам;
- высоколегированная сталь.
Зачем нужен металлический уголок?
Изделия применяются повседневно благодаря некоторым качествам: долговечности. Прочности и устойчивости к разрушительным процессам. Уголки используют в строительстве для сооружения перекрытий, пролетов и несущих конструкций. Изделие, у которого обе стороны равны, хорошо подходит для оконных и дверных проемов. Варианты с неровными осями лучше подходят для сооружения арок.
Уголок металлический перфорированный используется для оснащения мебели или усиления ее каркаса. Нержавеющие оцинкованные профили могут применяться даже для декорирования интерьера. Другая сфера, где востребованы изделия – машиностроение. Из них делают вагоны, автомобили и крупногабаритную технику. Применимы металлические уголки при электромонтажных работах: для крепления аппаратуры или кабелей.

Виды металлических уголков
Конструкции делятся на несколько видов в зависимости от способа изготовления и сфер применения. Существуют изделия с неравными сторонами. Полкой у них называют сам угол. Крупными промышленными предприятиями выпускаются равнополочные конструкции, а те, у которых стороны не равны, делают только по индивидуальным заказам. Все геометрические параметры уголков и их размеры регламентируются технической документацией. Согласно ей существует несколько классификаций изделий:
- Равнополочный уголок, изготовленный металлопрокатным методом – ГОСТ 8509-93.
- Равнополочные уголки, выполненные способом гибки – ГОСТ 19771-93.
Гнутый металлический уголок
Изделия создаются методом холодной гибки. С этой целью используется специальное оборудование, которое способно оказывать значительное давление и физическое воздействие на металл. Уголок декоративный металлический создается исключительно из листового проката, который имеет небольшую ширину в поперечном сечении.
Рассматриваемая технология существенно ускоряет производственный процесс. Брака при ней получается больше, чем при применении горячекатаного способа. При выполнении гнутых конструкций точнее получается соблюдать размер полотна, поэтому сортамент таких изделий больше. Гнутые металлические уголки отличаются меньшим весом, что дает им несомненное преимущество в строительстве.

Равнополочный металлический уголок
Изделия могут изготавливаться не только гнутым способом. Еще один вариант их производства – горячекатаный. Он делает металл жестче и изменяет его структуру, даже без закаливания. Металлический уголок для откосов подходит и для украшения дизайна в интерьере, и для создания инженерных систем. Единственный минус равнополочный конструкций в том, что не во всех магазинах их можно купить товар стандартного размера в длину – 12 м. При производстве уголков горячекатаным методом используют следующие марки стали:
- 15ХСНД;
- 09Г2С;
- 17Г1С.

Неравнополочный металлический уголок
Он используется для строительства сооружений, к которым предъявляются повышенные критерии жесткости. В интерьере металлический уголок используется для полок, декорирования мебели. В судостроении и автомобилестроении не обойтись без этого элемента. Широкие сферы применения изделия связаны с тем, что его делают только горячекатаным способом, который обеспечивает прочность всей системы. В процессе производства используют многочисленные марки стали:
- для равнополочных уголков;
- 08Г2С;
- 12ГС;
- Ст0-Ст6;
- ст4пс;
- 14ХГС.
Стандарты изделия с неравными углами описывает ГОСТ 8510-86. В нем описаны следующие параметры:
- соотношение большей и меньшей стороны;
- радиус закругления концов;
- толщина полок;
- обычный и центробежный момент инерции.

Металлический уголок – размеры
Ширина конструкций с разными параметрами сторон составляет от 20 до 200 мм, а толщина – до 16 мм. Вес уголка из железа рассчитывается в килограммах на 1 м. Масса изделий из стали минимальной толщины в 3 мм и самой малой толщины 20 мм составляет 0,9 кг/м. Вес металлического уголка с параметрами 200 мм на 16 мм составляет около 37 кг/м. В зависимости от соответствия реальных габаритов стандартным все изделия подразделяются на высокоточные (класс А) и обычные (класс В). В партии большого объема допускается до 15% немерных заготовок.
Вес минимального неравнополочного уголка составляет 900 г, а максимального – 39 кг. Длина полосы может составлять от 4 до 12 м. При этом, так же как и в случае с равносторонними конструкциями, допускается незначительное отклонении габаритов по ГОСТу. Для изделий длиной 4 м допускается погрешность в 30 мм, для уголков 4-6 м – 50 мм, от 7 м – 70 мм.
Как согнуть металлический уголок?
Чтобы самостоятельно выполнить работу, лучше воспользоваться горячим методом обработки материала. Чтобы получить оптимальный радиус изгиба, желательно воспользоваться шаблоном. Его нужно заготовить заранее. Алгоритм, как согнуть металлический крепежный уголок своими руками:
- Равномерно прогреть материал по всей длине. Температуру подбирают так, чтобы она составляла половину от показателя плавления металла.
- Изделие равномерно огибают по шаблону. Чтобы исправить неровности в процессе работы, используют кувалду или молоток.
- Сгиб получится в виде полукруглого угла.
Если нужно получить четкий сгиб, то используют другой метод:
- На месте, где должен быть угол болгаркой вырезают треугольник. Его стороны должны располагаться под углом 45°.
- Место среза аккуратно нагревают горелкой и сгибают. Затем этот участок сваривают электросваркой.
Как выпрямить металлический уголок?
Работы подобного типа называют рихтовкой. Во время нее устраняются неровности и другие недостатки металлических заготовок. Металлический уголок можно выпрямить ручным или машинным методом. В первом случае манипуляции выполняют на плоской поверхности и используют молоток. Отыскивают места на заготовке при ударе по которым выпрямится вся конструкция.
Чтобы качественнее провести работу, можно также нагреть поверхность металлического уголка. Максимальная температура до которой можно нагревать заготовку – 850°С. В противном случае на металле появятся трещины и его будет невозможно использовать в дальнейших целях. Алгоритм выравнивания изогнутого в плоскости уголка:
- Изделие помещают на деревянную доску, чтобы в процессе работы создавалось меньше шума.
- Заготовку располагают так, чтобы она соприкасалась двумя точками с наковальней.
- Сильные удары молотком наносят по более выгнутым местам. По мере исправления силу воздействия на уголок постепенно уменьшают.
- Удары наносят с двух сторон деталей, периодически переворачивая заготовку. Несколько раз подряд не стучат по одному и тому же месту.
Как просверлить отверстие в металлическом уголке?
Изделия из металла отличаются повышенной твердостью. Работы с ними нужно выполнять по специальному алгоритму, соблюдая технологический процесс. Для того чтобы просверлить металлический крепежный уголок, потребуется:
Особенность работы заключается в том, что нужно самостоятельно задавать направление дрели, чтобы правильно проделать отверстие в металле. Пошаговый алгоритм действий:
- Заготовку зажимают в тисках.
- Заранее отмеченные места для отверстий на металлическом уголке кернят. Процедура предупредит смещение сверла от заданной точки.
- Сверло устанавливают строго перпендикулярно металлическому уголку. Если это правило не соблюдать, то оно может сломаться.
- Давление на дрель постепенно уменьшают по мере того, как сверло проходит в заготовку. Это предупредит образование металлических заусенцев в заготовке.

Как крепить металлический уголок?
Если использовать конструкцию для строительных или дизайнерских целей, то ее нужно обязательно зафиксировать. Чем надежнее будут сделаны крепления, тем больше прослужит вся система. В противном случае конструкция не только развалится, но и будет угрожать безопасности людей. Популярные варианты, на что можно зафиксировать угол из металла:
- саморезы – нужны, когда крепятся дизайнерские полки или мебельный металлический уголок;
- дюбель-гвозди – предназначены для фиксации тяжелых конструкций, используемых в строительной отрасли;
- анкера – применяются в строительных и промышленных целях и способны выдержать конструкции весом более 100 кг;
- заклепки – для декоративных целей.
Как согнуть уголок полукругом — MOREREMONTA
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Использование самодельного прокатного станка

Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Гибка профиля газовой горелкой

При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:

Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Читайте также:
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
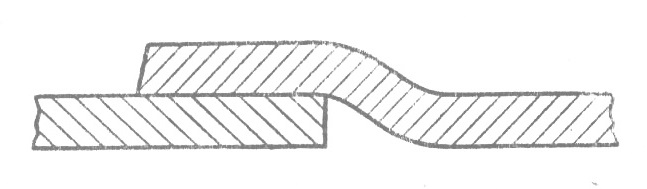
Рис.1. Высадка кромок листов.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
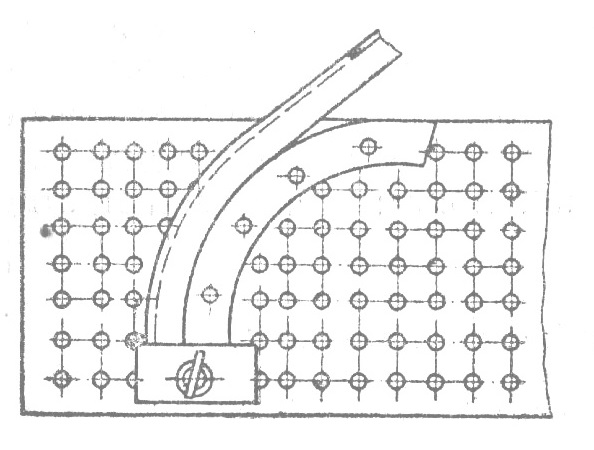
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
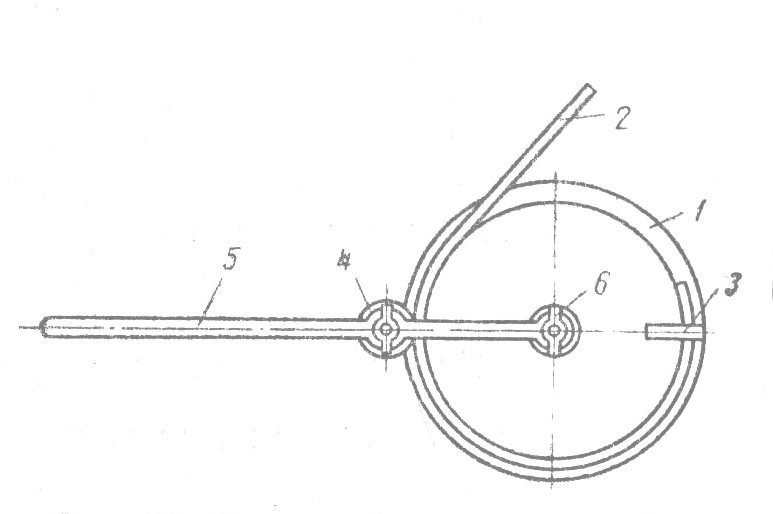
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
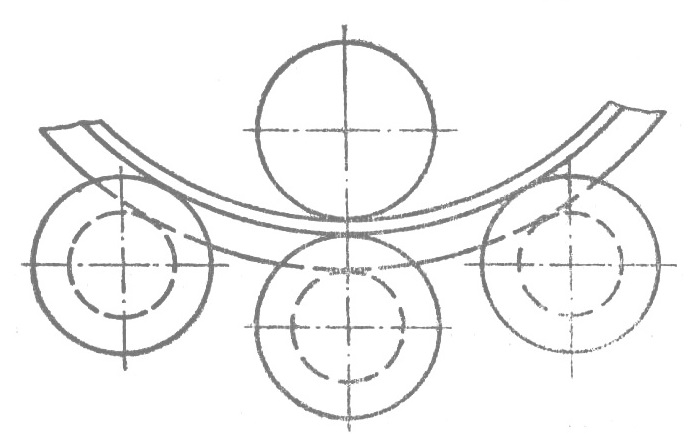
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка.
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
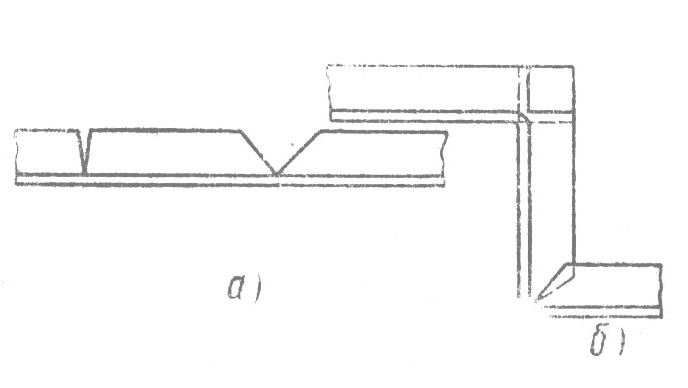
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла. Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии. Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
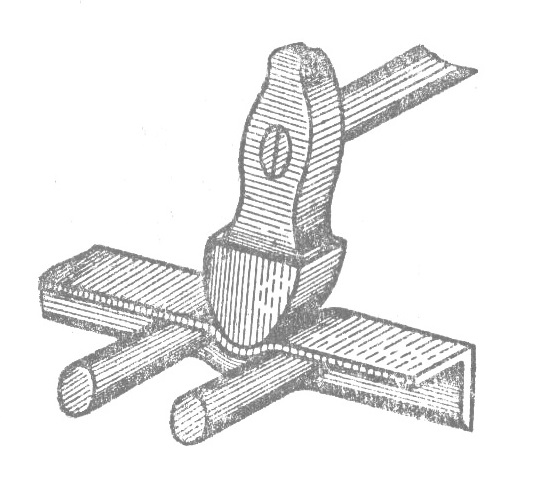
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
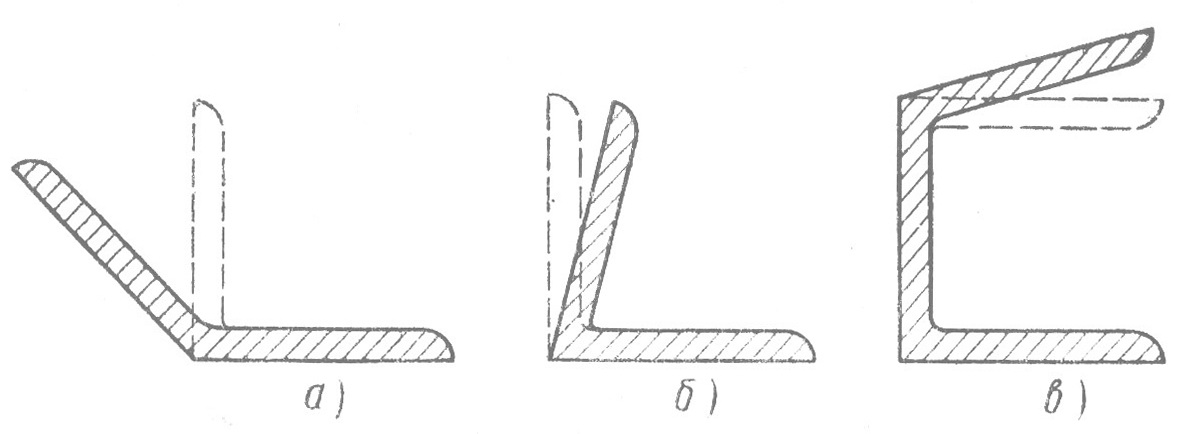
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Статья оказалась полезной?! Поделись в социальных сетях.
Как загнуть уголок фотографии
Как я и обещал в этом уроке мы с вами разберем как загнуть уголок фотографии. При просмотре фотографии с загнутым уголком на мониторе компьютера создается эффект натуральности фотографии и такое изображение можно использовать при создании коллажей. Как загнуть уголок фотографии Для сегодняшнего урока мы используем нашу фотографию из предыдущего урока.
Для того чтобы начать работу с нашим изображением щелкнем два раза по слою и в появившемся окне нажмем кнопку ОК.

В палитре слоев напротив нашего изображения исчезнет замочек и теперь мы сможем начать работу с фотографией.
Заходим в меню Редактирование->Трансформирование->Деформация. Наводим курсор на появившеюся сетку и зажав левую кнопку мыши производим загиб нашей фотографии.

Вот так легко и просто мы смогли загнуть наше изображение, но загнувшийся уголок у нас получился просвечивающим. Такой прием можно использовать, если не сильно уводить край изображения, чтобы не было видно обратной стороны фотографии.
Сейчас мы попробуем применить другой способ. Конечно он будет немного посложнее, но зато эффект от этого способа будет красочнее.
Итак выберем в палитре инструментов «Свободное перо» и в верхней панели выберем «Контуры».

Используя левую кнопку мышки расставим точки в углу в виде треугольника.

Теперь внутри выделения (треугольника) нажимаем правую клавишу мыши и выбираем «Образовать выделенную область».
В появившемся окне нажимаем кнопку ОК. Наш уголок выделился.

Теперь стоя на этом же слое выбираем инструмент «Градиент». Устанавливаем непрозрачность 90%. Укажите все установки, выделенные красным как на рисунке ниже.

Выберем основной белый цвет в палитре цветов.

Проведем диагональ от угла изображения
Нажимаем комбинацию клавиш Ctrl+D (Снять выделение) и снова трансформируем


Нажимаем кнопку ENTER и наш уголок деформирован.

Теперь создаем дубликат слоя (Ctrl+J) и помещаем его под наш основной слой. Задний фон у нас получился прозрачным (шахматная доска) и для этого мы выбираем инструмент «заливка» и закрашиваем наш прозрачный слой серым цветом.


Выбираем наш основной слой. Откроем окно «Стили слоя» для этого в панели «слои» щелкнем два раза по синей области правее.

У нас появится вот такое окно. Поставим галочку в разделе «Тень» и перемещая ползунки создадим тень, которая нам больше всего подходит.

Вот такая фотография у нас получилась в итоге.

Сегодня мы рассмотрели урок как загнуть уголок фотографии. Урок для кого то покажется сложным, но на самом деле если опробовать его на практике, то ничего сложного в этом вы не увидите. Спасибо что дочитали до конца, напишите пожалуйста свой отзыв об уроке ниже и заходите на сайт FotoshopDesign.ru.
Напишите пожалуйста комментарий снизу если вам понравился урок или если у вас возникли какие либо трудности по выполнению этого урока.
———————————————
Ставьте лайк, если вам понравилось, делитесь с друзьями и подписывайтесь на наш канал в Дзене, чтобы не пропустить следующие уроки.
Как загнуть уголок полукругом — Инженер ПТО
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.

Для гибки листового металла

Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли

Хорошо провариваем петли





К шляпке болта приварить отрезки арматуры

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.


Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
 |
Уголки из жести используются для закрытия углов, как внутри дома, так и снаружи,
в хозяйстве, для укрепления полок, углов ящиков и так далее.
Различают два вида уголков из жести
 |  |
| Внешний угол | Внутренний угол |
Размеры профиля: 15-50-50-15 мм
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице: